高速包装(zhuāng)生产(chǎn)線(xiàn)应用(yòng)场景和技(jì )术难点
随着國(guó)家医(yī)保改革的深入,制药企业也面临二次革命创新(xīn)。其中(zhōng)固體(tǐ)制剂所占比重增加,对后续包装(zhuāng)的要求也提升到了一个新(xīn)的高度。

翰林高速包装(zhuāng)線(xiàn)
相对于常规的高速铝塑包装(zhuāng)線(xiàn),在铝塑包装(zhuāng)國(guó)标#0、#1号硬胶囊,其板块接近标准板块(按56×78计)大小(xiǎo),装(zhuāng)量為(wèi)每板10粒、12粒规格时,速度需达到600板以上。即便是异形片,要求也多(duō)為(wèi)500板以上方能(néng)满足实际生产(chǎn)需求。外包装(zhuāng)的装(zhuāng)盒速度也就相对需要提升至500盒每分(fēn)钟,对后段装(zhuāng)盒机的调整和稳定性也提出了很(hěn)高的要求。
鉴于大批量大规模的生产(chǎn)量,需要解决几点技(jì )术难点。其一為(wèi)铝塑机节约包材设计(如下图所示),采用(yòng)此种设计每年可(kě)节约包材费用(yòng)近百万元。
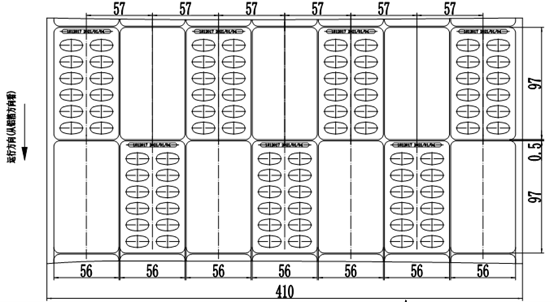
為(wèi)实现此种设计理(lǐ)念,需要对冲裁刀(dāo)进行优化设计,采用(yòng)便于拆除模式、设计加强筋增加使用(yòng)寿命。我司為(wèi)此进行了大量的疲劳性试验,在大负载、高冲击、長(cháng)时间的考验中(zhōng)优化了安(ān)装(zhuāng)组合體(tǐ),有(yǒu)效解决了刀(dāo)壁过薄产(chǎn)生的问题。
另一技(jì )术难点為(wèi)铝塑机下料方式的设计,在高速包装(zhuāng)中(zhōng)通常采用(yòng)高速轨道式下料结构,不管是单轨或双轨对硬胶囊或者圆形片下料较為(wèi)顺畅。当遇到异形片,尤其是分(fēn)散片时,往往会较為(wèi)棘手,方法不是很(hěn)多(duō)。进口设备中(zhōng)多(duō)配置有(yǒu)Sypro-CM高速连续式同步下料器(如下图所示),此种进口下料器采用(yòng)全伺服驱动、售价昂贵,客户也不太能(néng)够接受。

我司将原有(yǒu)轨道下料仓进行了优化设计,采用(yòng)加工(gōng)中(zhōng)心仿真加工(gōng)。经过数百次试验,针对不同物(wù)料,摸索出了不同的轨道走向,很(hěn)好解决了异形片这种下料堵点。并在部件中(zhōng)增加粉尘收集系统,保证了物(wù)料充填过程中(zhōng)的干净整洁。
还有(yǒu)一点就装(zhuāng)盒的调整便捷性问题,客户处产(chǎn)品装(zhuāng)盒规格不可(kě)能(néng)一成不变,传统调整多(duō)為(wèi)手工(gōng)操作(zuò),需要各种找正和调节,考验着操作(zuò)者的技(jì )术水平和熟练程度。我司适时推出了全伺服高速装(zhuāng)盒机,主机配置十多(duō)套伺服系统(如下图所示),可(kě)完成纸盒的長(cháng)宽高、产(chǎn)品的宽高触摸屏一键调整,在主要吸盒部件、折纸部件中(zhōng)也加装(zhuāng)了伺服驱动,很(hěn)好地解决了调整不便捷的难题。